
SUN HYDRAULICS
XQCGLANDC
$841.10 USD
Tags:
- SUN HYDRAULICS
- Material:XQCGLANDC
- Model:XQCG-LAN-DC
- Summary:Y-assembly
Quantity in stock: 0
***Disclaimer: The following summary contains information gathered from various sources such as product descriptions, technical specifications and catalogs. While efforts have been made to provide accurate details, inaccuracies may occur. It is advised to verify all information by contacting Sun Hydraulics directly.***
The Sun Hydraulics XQCGLANDC (XQCGLANDC) is a sophisticated valve assembly designed specifically for charging an accumulator using a fixed displacement pump. It effectively manages system pressure by unloading the pump once the predefined pressure set point is reached and re-engaging it when the pressure falls below a specified level. This dual-function ventable relief valve not only unloads the pump but also acts as an overpressure relief mechanism, ensuring system safety. The assembly includes features that facilitate smooth pump unloading and allow for accumulator dumping when the pump is deactivated. For optimal operation, this assembly requires a separate drain line to avoid erratic behavior due to fluctuations in tank line pressure. It is crucial to select an appropriate adjustment range, taking into account that low operating pressures and differentials can result in narrow bands between unload and reset points, necessitating precise system design. Additionally, high flow rates can lead to significant pressure drops, impacting the valve's differential capabilities. The assembly's large porting relative to its capacity encourages the use of large piping to minimize issues related to flow-induced pressure drop. The pilot valve's spool design ensures a fixed differential ratio by utilizing durable diameters that resist wear over time. To prevent excessive heating, it's important to set the accumulator pilot valve below any reliefs on the pump side of the system. This package features a relief device intended solely for overpressure protection; it is preset higher than any pilot valve setting and then capped. With a capacity of 10 gpm (40 L/min), this line-mount assembly requires careful consideration of system parameters such as maximum pressure and manifold material constraints, especially when constructed from aluminum with pressures not exceeding 3000 psi (210 bar).
The Sun Hydraulics XQCGLANDC (XQCGLANDC) is a sophisticated valve assembly designed specifically for charging an accumulator using a fixed displacement pump. It effectively manages system pressure by unloading the pump once the predefined pressure set point is reached and re-engaging it when the pressure falls below a specified level. This dual-function ventable relief valve not only unloads the pump but also acts as an overpressure relief mechanism, ensuring system safety. The assembly includes features that facilitate smooth pump unloading and allow for accumulator dumping when the pump is deactivated. For optimal operation, this assembly requires a separate drain line to avoid erratic behavior due to fluctuations in tank line pressure. It is crucial to select an appropriate adjustment range, taking into account that low operating pressures and differentials can result in narrow bands between unload and reset points, necessitating precise system design. Additionally, high flow rates can lead to significant pressure drops, impacting the valve's differential capabilities. The assembly's large porting relative to its capacity encourages the use of large piping to minimize issues related to flow-induced pressure drop. The pilot valve's spool design ensures a fixed differential ratio by utilizing durable diameters that resist wear over time. To prevent excessive heating, it's important to set the accumulator pilot valve below any reliefs on the pump side of the system. This package features a relief device intended solely for overpressure protection; it is preset higher than any pilot valve setting and then capped. With a capacity of 10 gpm (40 L/min), this line-mount assembly requires careful consideration of system parameters such as maximum pressure and manifold material constraints, especially when constructed from aluminum with pressures not exceeding 3000 psi (210 bar).
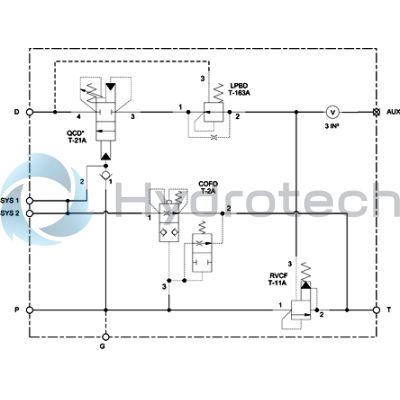
This valve assembly is meant to charge an accumulator using a fixed displacement pump. When the pressure reaches the set point of the valve, the pump is unloaded. When the pressure drops to the value determined by the fixed percentage of the pilot valve, the pump is brought back on line to recharge the accumulator. The ventable relief serves a dual purpose as a main stage to unload the pump and as a system over-pressure relief. The assembly has two additional features; a simple circuit that softens the unloading of the pump and a valve that dumps the accumulator when the pump is powered down.
- When applying this assembly, a separate drain line is required to prevent erratic operation caused by tank line pressure fluctuations.
- NOTE: Careful consideration should be given when selecting an adjustment range. System pressure drops and flows tend to affect the operation of unloading valves. Low operating pressures combined with low differentials result in a very narrow band between unload and reset, requiring precise system design. High flow rates typically mean high pressure drops, which subtract from the differential the valve has to work with.
- The pressure setting and the resultant reseat pressure are in reference to the port 2 area of the QCD* pilot valve. Pump pressure will be higher and accumulator pressure will be lower due to pressure drop caused by flow.
- The porting on this assembly is large in relation to its capacity. This is done to encourage the use of correspondingly large piping to minimize problems caused by flow induced pressure drop.
- The spool design of the pilot valve allows it to maintain a fixed differential ratio because the areas are created by diameters on the spool that will not wear or change with use.
- The accumulator pilot valve must be set below any reliefs in the pump side of the system or severe heating could occur.
- The relief in this package is meant to be an over-pressure device. It is set higher than the highest setting of the pilot valve and capped.
| Capacity | 10 gpm40 L/min. |
| Body Type | Line mountLine mount |
| Mounting Hole Diameter | .41 in.10,4 mm |
| Mounting Hole Depth | ThroughThrough |
| Mounting Hole Quantity | 22 |
Show FAQ
Additional Resources
- Integrated Packages: Solutions That Grow Your Reputation
- Fluid and Temperature Recommendations
- Sun's Floating Style Screw-In Cartridge
- Sun Model Code Explanation; 999-901-334
- Custom Integrated Packages from Sun
Notes:
- Important: Carefully consider the maximum system pressure. The pressure rating of the manifold is dependent on the manifold material, with the port type/size a secondary consideration. Manifolds constructed of aluminum are not rated for pressures higher than 3000 psi (210 bar), regardless of the port type/size specified.